English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


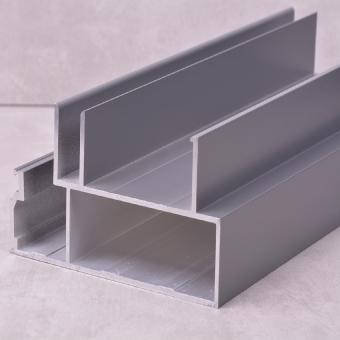
Aluminiumprofile sind Aluminiumwerkstoffe mit unterschiedlichen Querschnittsformen, die durch Heißschmelzen und Extrudieren von Aluminiumstäben hergestellt werden. Der Produktionsprozess von Aluminiumprofilen umfasst hauptsächlich drei Prozesse: Gießen, Extrudieren und Färben (Färben umfasst hauptsächlich Oxidation, elektrophoretische Beschichtung, Fluorkohlenstoffspritzen, Pulverspritzen usw.).
Aluminiumwerkstoffe sind an der Luft äußerst instabil und können leicht Oxidschichten bilden, die mit bloßem Auge nur schwer zu erkennen sind. Aufgrund der unterschiedlichen Bearbeitungsmethoden für Aluminiumteile, wie Gießen, direktes Schneiden aus Strangpressblechen, mechanische Präzisionsbearbeitung oder Wärmebehandlung oder Schweißen nach unterschiedlichen Prozessen, weist die Oberfläche des Werkstücks unterschiedliche Zustände und unterschiedlich starke Verschmutzungen oder Markierungen auf. Daher muss im Vorbehandlungsprozess der Vorbehandlungsprozess basierend auf der tatsächlichen Situation der Werkstückoberfläche ausgewählt werden. Bei der Vorbehandlung ist zu beachten, dass sich der natürliche Oxidfilm auf der Oberfläche feinbearbeiteter Teile zwar nur anfangs bildet, während des Gießvorgangs jedoch auf der unbearbeiteten Oberfläche eine zu dicke Oxidschicht entsteht, und es bildet sich eine Schicht aus öligem und gesintertem Koks, bevor das Werkstück dem Wärmebehandlungs- oder Schweißprozess zugeführt wird. Die Behandlungsvorkehrungen für diese Situationen sind wie folgt:
(1) Bei präzisionsbearbeiteten Teilen sollte auf den Vorbehandlungsprozess geachtet werden: Obwohl sich der natürliche Oxidfilm auf der Oberfläche der präzisionsbearbeiteten Teile nur anfangs bildet und leicht entfernt werden kann, ist er schwer und fettig, insbesondere in und um ihn herum die Ösen (hinzugefügt aufgrund des Schmierbedarfs während der Bearbeitung). Solche Werkstücke müssen zunächst mit organischen Lösungsmitteln gereinigt werden. Bei direktem Waschen mit Alkali ist das Öl nicht nur schwer und schwer zu entfernen, sondern die präzisionsbearbeitete Oberfläche kann auch langfristig starker Alkalikorrosion nicht standhalten. Das Ergebnis wirkt sich auch auf die Rauheit und Passgenauigkeit der Werkstückoberfläche aus, die möglicherweise beeinträchtigt wird ein Abfallprodukt.
(2) Die Probleme, die beim Vorbehandlungsprozess von Gussformteilen beachtet werden müssen. Nicht alle Oberflächen von Gussteilen wurden mechanisch bearbeitet. Unbearbeitete Oberflächen weisen beim Gussvorgang eine zu dicke Oxidschicht und teilweise sogar Sandschichten auf. Zu diesem Zeitpunkt sollte der ursprüngliche Oxidfilm in diesem Bereich zuerst durch maschinelle Bearbeitung oder Sandstrahlverfahren entfernt oder nach dem Waschen mit Alkali bearbeitet werden. Nur so kann die ursprüngliche Oxidschicht im unbearbeiteten Bereich entfernt und eine Veränderung der Toleranzmaße des bearbeiteten Bereichs vermieden werden.
(3) Bei der Vorbehandlung von wärmebehandelten oder geschweißten Werkstücken ist auf folgende Punkte zu achten: Je nach Prozessanforderung müssen die Werkstücke vor der Überführung in die Wärmebehandlung mit organischen Lösungsmitteln gereinigt werden oder Schweißverfahren, um oberflächliche Ölflecken zu entfernen. Derzeit ist dies jedoch grundsätzlich nicht möglich. Daher bildet sich auf der Oberfläche der Werkstücke eine Schicht aus öligem und gesintertem Koks, die in organischen Lösungsmitteln nur schwer zu entfernen ist. Wenn es in einer alkalischen Lösung eingeweicht wird, kommt es zu lokaler Korrosion, Lochfraß oder Unebenheiten, was die Produktqualität ernsthaft beeinträchtigt. Tränken Sie diese Schicht aus Verkokungsmaterial in konzentrierter Salpetersäure, um sie aufzuweichen. Nachdem das Verkokungsmaterial aufgeweicht ist, spülen Sie es leicht in alkalischer Lösung ab, um es vollständig zu entfernen.
1、 Restluft, die durch die Heißscherung des langen Stabes verursacht wird
Die bei der thermischen Scherung des Säulenstabs gebildete Scherfläche ist absolut nicht perfekt oder vertikal. Einfaches Warmschneiden von industriellen Aluminiumprofilen mit langen Stäben kann zu einer starken Biegung der Säulenstäbe führen, was zu elliptischen Querschnitten und extrem großen abgerundeten Ecken an einem Ende des Aluminiumprofils führt. Selbst bei der neuartigen Langstab-Heißschere entstehen aufgrund des Kantenwinkels der gescherten Säule immer Fasen, die gute Orte für Luftrückstände sind.
Lösung: Führen Sie Standardinspektionen an Aluminiumstangen durch und beseitigen Sie unqualifizierte Aluminiumstangen konsequent.
2、 Die Stauchung verursachte Restluft
Beim Stauchen blieb Restluft zurück. Nur wenn der Durchmesser des Zylinders mit den Aluminiumbarren größer ist als der Durchmesser der Stange, kann die Stange in den Zylinder mit den Aluminiumbarren eingesetzt werden. Nachdem Druck auf die Säule im Inneren des Aluminiumbarrenzylinders ausgeübt wurde, wodurch sich die Säule auf den Durchmesser des Barrenzylinders ausdehnt, muss das mitgeführte Gas abgelassen werden. Wenn das Gas nicht abgelassen wird, verbleibt es im Aluminiumbarren und bildet Blasen.
Lösung: Konfigurieren Sie Extrusionsdichtungen basierend auf der Mindestgröße der Innenauskleidung des Extrusionszylinders, tauschen Sie den Extrusionszylinder regelmäßig aus, prüfen Sie die Korrosion und Auswaschung des Extrusionszylinders und des Extrusionspolsters, messen Sie den Innen- und Außendurchmesser des Extrusionszylinders, und konfigurieren Sie geeignete Extrusionsdichtungen; Reinigen Sie den Extrusionszylinder einmal pro Schicht mit Reinigungspads und führen Sie regelmäßig eine Korrosionsreinigung am Extrusionszylinder durch.
3、 Die Verbindung zweier Aluminiumstäbe führt zu Restluft
Durch die Verbindung zweier Aluminiumstangen kam es zu Luftrückständen. Da die Oberfläche der beiden kurzen Stäbe grundsätzlich flach ist, ist die Wahrscheinlichkeit des Lufteintrags sehr gering. Die Qualität des Sägens wirkt sich direkt auf die Luftmenge aus, die zwischen zwei kurzen Stäben transportiert wird. Derzeit gibt es eine High-Tech-Technologie, die die Verbindung zweier kurzer Stäbe verhindern und das Eindringen von Luft verhindern kann.
Lösung: Bestimmen Sie eine sinnvolle Länge des Aluminiumstabs anhand von Prozessparametern wie dem Stückgewicht des Profils und der Anzahl der Auslaufstücke.
Aluminiumprofile werden unterteilt in:
1. Industrielle Aluminiumprofile: werden hauptsächlich für Flugzeuge, Züge, Industrieheizkörper, Automobile, Elektrogeräte usw. verwendet.
2. Gebäudeprofile aus Aluminiumlegierung: werden hauptsächlich für den Bau von Türen und Fenstern, Vorhangfassaden, Innen- und Außendekorationen sowie Aluminiumprofile für Gebäudestrukturen verwendet.
Aluminiumprofile werden unterteilt in:
1. Eloxiertes Aluminiummaterial: Die Oberfläche des Profils ist eloxiert, elektrolytisch gefärbt oder organisch gefärbt.
2. Elektrophoretisch lackiertes Aluminiummaterial: Die Oberfläche des Profils wird mit einer Kombination aus Eloxierung und Elektrotauchlackierung behandelt.
3. Pulvergespritztes Aluminiummaterial: Die Oberfläche des Profils ist mit duroplastischem organischem Polymerpulver beschichtet.
4. Aluminiummaterial zum Spritzen mit Fluorkohlenstofffarbe: Die Oberfläche des Profils ist mit Polyvinylidenfluoridfarbe beschichtet. Das derzeit am häufigsten verwendete Isolierprofil ist eine Art Aluminiumlegierungsprofil, das durch Streifen oder Gussverbund hergestellt wird.
Schlüsselindikatoren:
1. Aussehensqualität: Die Oberfläche eloxierter Profile darf keine Mängel wie elektrische Verbrennungen oder Ablösungen von Oxidschichten aufweisen, die ihre Verwendung beeinträchtigen. Der Lackfilm von Elektrophorese-, Pulver- und Fluorkohlenstoffprofilen sollte nach dem Lackieren gleichmäßig, sauber, glatt und frei von Mängeln wie Falten, Rissen, Blasen, Fließspuren, Einschlüssen und Ablösungen des Lackfilms sein, die ihre Verwendung beeinträchtigen könnten. Allerdings ist das örtliche Fehlen der Folie innerhalb von 80 mm vom Profilende zulässig. Die optische Qualität von Gebäudeprofilen aus Aluminiumlegierung beeinflusst die dekorative Wirkung von Gebäuden. Daher muss die Oberfläche von Werksprofilen mit einer Folie abgedeckt werden, um Oberflächenkratzer, Stöße und Korrosion beim Transport und Stapeln zu vermeiden. Einige auf dem Markt erhältliche Gebäudeprofile aus Aluminiumlegierung weisen wasserähnliche und schimmelige Stellen in ihren inneren Hohlräumen auf.
2. Wandstärke: Die Wandstärke von Profilen ist einer der Hauptfaktoren, die die Festigkeit der verarbeiteten Teile beeinflussen, und das Hauptprofil ist der tragende Teil im Maschinenbau. Beispielsweise sollte die geringe Nennwandstärke des Hauptprofils des Außenfensters nicht weniger als 1,4 mm betragen
3. Filmdicke: Die Oberflächenkorrosionsbeständigkeit von extrudierten Aluminiumlegierungsprofilen ist nicht hoch und eine Oberflächenbehandlung ist erforderlich, um die Korrosionsbeständigkeit, Verschleißfestigkeit und das ästhetische Erscheinungsbild des Aluminiummaterials zu erhöhen. Die Schichtdicken von eloxierten Aluminiummaterialien werden in AA10, AA15, AA20 und AA25 unterteilt. Die Schichtdicken von elektrophoretisch lackierten Aluminiummaterialien werden in ABS unterteilt. Die Beschichtungsdicke auf pulvergespritzten dekorativen Aluminiumoberflächen beträgt in kleinen Bereichen ≥ 40 µm, und die Beschichtungsdicke auf fluorkohlenstofflackierten dekorativen Aluminiumoberflächen variiert je nach Art der Beschichtung. Die durchschnittliche Filmdicke der zweiten Beschichtung beträgt ≥ 30 µm, die durchschnittliche Filmdicke der dritten Beschichtung beträgt ≥ 40 µm und die durchschnittliche Filmdicke der vierten Beschichtung beträgt ≥ 65 µm
4. Chemische Zusammensetzung und mechanische Eigenschaften: Die chemische Zusammensetzung und die mechanischen Leistungsparameter von Aluminiumlegierungsprofilen variieren je nach Marke und Lieferstatus. Kunden müssen sie einzeln mit den Standards (Verträgen) vergleichen.
5. Farbe und Farbunterschied: Unterschiedliche Qualitäten und Lieferzustände von Legierungen weisen Unterschiede in Farbe und Farbunterschieden auf. Es wird empfohlen, bei der Auswahl der Legierungsqualitäten und des Lieferstatus die Auswirkungen von Farben und Farbunterschieden auf die Gebäudestruktur vollständig zu berücksichtigen.
6. Salzsprühkorrosionsbeständigkeit, Abriebfestigkeit, Witterungsbeständigkeit, Mörtelbeständigkeit usw.: Dies sind wichtige technische Parameter von Aluminiumlegierungsprofilen, die ihre Leistung widerspiegeln und ihre Verwendung beeinflussen.


 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt