English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


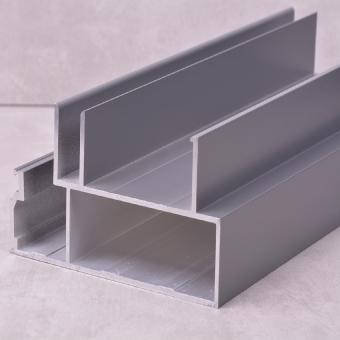
Hauptfehler und Ursachen von Extrusionsmaterialien aus Aluminiumlegierungen
Mängel beziehen sich in der Regel auf Bereiche, die nicht den Bestellstandards oder -bedingungen entsprechen und sich entweder auf das Aussehen oder die Verwendung des Produkts auswirken. Sie sind in der Produktion vermeidbar und spiegeln direkt die Produktqualität wider.
Akzeptable Mängel, die nur das Aussehen des Produkts beeinträchtigen und durch eine anschließende Veredelung oder Verarbeitung beseitigt werden können, ohne seine Verwendung zu beeinträchtigen, wie z. B. Oberflächenverunreinigungen, Kratzer und Kratzer, die nicht außerhalb der Toleranz liegen, Grübchen, Biegungen, Verdrehungen, flache Spalten, Abblättern, B. Blasen, Extrusionsrisse, Abmessungen usw. Diese Mängel werden normalerweise während der Extrusion und anschließenden Endbearbeitungs-, Verpackungs- und Transportprozessen verursacht.
Unzulässige Mängel, die durch eine anschließende Nachbearbeitung oder Bearbeitung nicht beseitigt werden können, wie z. B. grobe Kristallringe, Schichtbildung, Schrumpfung, schlechtes Schweißen, unqualifizierte Fehlererkennung, übermäßiger Oxidfilm, metallische und nichtmetallische Schlacke, Risse bei der Wärmebehandlung, übermäßiges Brennen oder Überhitzen usw sowie übermäßige Kratzer und Kratzer, Biegung, Verdrehung, flache Lücken, Abblättern, Extrusionsrisse, Abmessungen usw. Einige dieser Mängel sind auf die metallurgische Qualität zurückzuführen, wie z. B. unqualifizierte Inspektion, übermäßiger Oxidfilm, metallische und nichtmetallische Schlacke usw ., und einige werden durch Prozess- und Formgründe in der Extrusionsproduktion verursacht.
Oberflächenverschmutzung, Kratzer und Stöße – schwaches Qualitätsbewusstsein bei der Produktion und mangelnder Schutz der Produktoberflächen; Oder es liegt ein Problem mit der Verpackungsmethode vor, das beim Drehen und Transport zu Kollisionen oder Reibung führen kann.
Kratzer – der Schimmel-Arbeitsbereich wird nicht gründlich gereinigt; Die Arbeitsbahn der Press- oder Sägemaschine wird nicht gründlich gereinigt.
Lochige Oberfläche – unzureichende Härte der Formarbeitszone; Die Extrusionstemperatur ist zu hoch; Die Quetschgeschwindigkeit ist zu hoch.
Biegen, Verdrehen, flaches Spiel – Probleme bei der Formkonstruktion; Unangemessene Extrusionstemperatur oder Extrusionsgeschwindigkeit; Die Temperatur des Abschreckmediums ist zu niedrig; Unzureichende Dehnung oder andere Endbearbeitungsmethoden.
Abblättern und Blasen – lose Barren; Die Größe des Extrusionspads ist unangemessen; Ölflecken auf der Oberfläche des Barrens oder Extrusionszylinders; Drücken Sie die Temperatur oder Geschwindigkeit zu hoch.
Quetschrisse – die Extrusionstemperatur oder -geschwindigkeit ist zu hoch.
Größe – Unangemessenes Formdesign; Die Steuerung der Extrusionsgeschwindigkeit ist vorher und nachher inkonsistent.
Grober Kristallring – falsche Kontrolle der Legierungszusammensetzung; Unangemessenes Design des Extrusionsprozesses; Die Wärmebehandlungstemperatur ist zu hoch und die Isolationszeit ist zu lang.
Schichtbildung – Oberflächenfehler am Barren, die nicht durch Drehen beseitigt wurden; Ölflecken auf der Oberfläche des Barrens oder Extrusionszylinders; Unangemessenes Formendesign.
Schrumpfender Schwanz – die Quetschgeschwindigkeit ist zu hoch; Der Temperaturunterschied zwischen dem Extrusionszylinder und dem Barren ist groß; Weniger Restextrusion oder weniger Entfernung des Produktendes; Auf der Oberfläche des Barrens oder Extrusionszylinders befinden sich Ölflecken.
Schlechtes Schweißen – unangemessenes Formdesign; Unzureichende Tonnage der Presse; Niedrige Extrusionstemperatur; Kleiner Extrusionskoeffizient; Schnelle Extrusionsgeschwindigkeit; Ölflecken auf extrudierten Rohlingen, Werkzeugen oder Formen.
Unqualifizierte Fehlererkennung – schlechte Barrenqualität mit starker Porosität, Oxidfilm, Einschlüssen usw.; Der Wärmebehandlungsprozess ist unzumutbar.
Übermäßiges Brennen oder Überhitzen – hohe Erhitzungstemperatur und lange Zeit bis zum Extrudieren; Hohe Extrusionstemperatur und hohe Geschwindigkeit; Hohe Erwärmungstemperatur während der Wärmebehandlung.
Übermäßiger Oxidfilm, metallische und nichtmetallische Verunreinigungen – schlechte metallurgische Qualität der Barren.
Wärmebehandlungsrisse – große Produktdicke, niedrige Abschreckmediumtemperatur und schnelle Abkühlgeschwindigkeit.


 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt