English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


1. Es gibt Nähte oder schlechte Schweißnähte
Hohlprofile aus Aluminiumlegierung werden mit einer Plan-Shunt-Kombinationsdüse extrudiert. Das Metall durchläuft den Prozess des Rangierens und Schweißens, sodass in den Hohlprofilen Schweißlinien vorhanden sind. Wenn die Metallverschweißung nicht gut ist und Lücken entstehen, handelt es sich um einen Defekt. Für die Lücke gibt es zwei Gründe. Zum einen sind das Nebenschlussloch und die Schweißkammer klein, der Metallfluss ist unzureichend und das Metall erzeugt in der Schweißkammer nicht genügend hydrostatischen Druck. Das Produkt lässt sich nicht gut verschweißen und fließt aus dem Matrizenloch, was zu einer Verschweißung des Produkts führt. Lücken; Die zweite Ursache liegt in übermäßiger Schmierung und schlechter Schmierung, was zu einer schlechten Schweißung von Hohlprofilen führt. Ersteres kann durch Schleifen oder Fräsen gelöst werden, um das Nebenschlussloch und den Schweißkammerbereich zu vergrößern und den Metallzufuhrfluss zu erhöhen, so dass das Metall in der Schweißkammer einen ausreichenden hydrostatischen Druck aufbauen kann. Letzteres kann durch den Einsatz eines nicht geschmierten Extrusionsverfahrens gelöst werden.
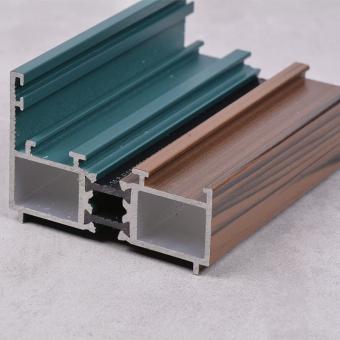
2. Die Wand des Aluminiumlegierungsprofils hat eine konkave oder konvexe bogenförmige Oberfläche.
1)Der Grund für die konkav gekrümmte Oberfläche der Hohlprofilwand aus Aluminiumlegierung: Das Formkern-Arbeitsband liegt niedriger als das untere Formloch-Arbeitsband und die effektive Länge des Formkern-Arbeitsbandes ist zu kurz. Korrekturmethode: Platzieren Sie einen Distanzring zwischen Formkern und Unterform, sodass sich das Arbeitsband des Formkerns unter Spannung auf der gleichen Höhe wie das Kalibrierband des unteren Formlochs befindet. Gleichzeitig wird am Austritt der Unterform die gleiche Dicke reduziert.
2)Gründe für die Ausbeulung der Hohlprofilwand aus Aluminiumlegierung: Die Form wurde zu lange verwendet, das Arbeitsband des Formkerns ist stark abgenutzt, es treten Rillen auf und der Reibungswiderstand ist erhöht. Durch den langsamen Metallfluss kommt es zu einer Ausbeulung der Hohlprofilwand. Korrekturmethode: Wenn die Toleranz der Profilwandstärke dies zulässt, können Sie die Oberfläche des Arbeitsbandes des Formkerns feilen oder polieren, um den Reibungswiderstand zu verringern; Wenn der Verschleiß des Arbeitsbandes des Formkerns stark ist und die Profilwandstärke die obere Abweichung erreicht hat, kann die Form auf etwa 300 °C vorgewärmt, die Formkernform repariert, dann auf die erforderliche Größe gefeilt und poliert werden vor Gebrauch; Wenn das Formkern-Arbeitsband nicht abgenutzt ist, feilen Sie das äußere Hindernis und die innere Stagnation des Formkern-Arbeitsbandes. Das ist es.
3. Oberflächenstreifen auf Profilen aus Aluminiumlegierung
Auf der Außenfläche von Strangpressprofilen treten Streifen auf, die nach dem Eloxieren deutlicher sichtbar sind. Dieser Defekt tritt vor allem an Teilen mit großen Unterschieden in der Wandstärke des Profils, an Schweißteilen aus Metall unter der Shunt-Brücke und an der Rückseite mit „Ästen“ und Gewindelöchern im Inneren auf.
Ursache:
1)Die „Äste“ und Gewindelöcher auf der Innenseite des Profils verursachen aufgrund unzureichender oder übermäßiger Metallzufuhr Oberflächenstreifen;
2)Streifen auf der Profiloberfläche, die durch den Schweißbereich unter der Form-Nebenschlussbrücke verursacht werden;
3)Probleme bei der Profilquerschnittsgestaltung. Aufgrund des großen Wandstärkenunterschieds des Profils kommt es nach der Eloxierung an den Stellen, an denen sich die Länge des Arbeitsbandes plötzlich ändert, zu streifenförmigen Farbunterschieden.
4)Aufgrund der unzureichenden Kühlkapazität der Maschine entstehen nach der Eloxierung schwarze Streifen;
5)Die Qualität des Gussbarrens selbst ist nicht gut, was sich auf den Farbunterschied der Streifen nach der Eloxierung des extrudierten Materials auswirkt.
Korrekturmethode:
1)Überprüfen Sie, ob in den Zeichnungen des Kunden große Unterschiede in der Wandstärke, den Abzweigungen und den Gewindelöchern auf der dekorativen Oberfläche des Profils vorhanden sind.
2)Die Shunt-Brücke sollte auf der nicht dekorativen Oberfläche des Profils entworfen werden. Unter Wahrung der Festigkeit der Form sollte die Schweißkammer möglichst groß sein, damit das Metall einen ausreichenden hydrostatischen Druck aufbauen kann;
3)Für Rohre mit großem Durchmesser oder große Hohlprofilformen kann eine obere Schweißkammer auf der Patrize vorgesehen werden;
4)Für die „Zweige“ oder Streifen an den Gewindelöchern auf der Innenseite des Profils besteht die Formreparaturmethode darin, den Formloch-Arbeitsgürtel dieser Teile zu polieren, sie glatt zu polieren oder den Verbindungsübergangsradius dieser Teile zu ändern oder zu reduzieren Teile;
5)Manchmal werden die Streifen durch das Gussmaterial selbst gebildet, was eine gleichmäßige Erwärmungstemperatur und ein gründliches Homogenisierungsglühen erfordert;
6) Nachdem das extrudierte Material das Düsenloch verlässt, hängt seine Korngröße von der Temperatur beim Eintritt in die Abschreckzone und der Abkühlgeschwindigkeit in der Abschreckzone ab. Wenn die Kühltemperatur zu niedrig und die Kühlgeschwindigkeit ungleichmäßig ist, werden die Körner zu groß oder die Korngröße wird ungleichmäßig. Der Farbunterschied wird nach der Eloxierung deutlicher sichtbar, sodass der Bediener den Luftdruck und den Kühlwasserdruck des Kühlsystems rechtzeitig anpassen muss.



 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt